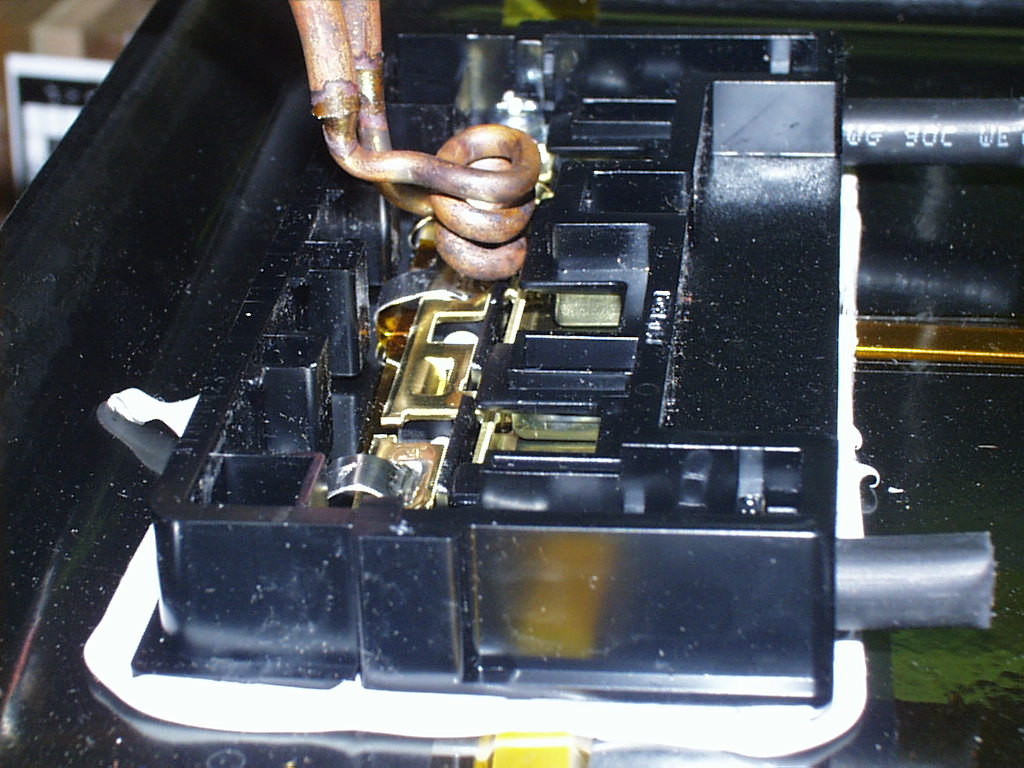
Indukčný spájkovací mosadzný konektor na solárnom paneli s indukčným ohrievačom IGBT
Objektív Spájajte tri mosadzné konektory jeden po druhom v spojovacej skrini solárneho panelu bez ovplyvnenia komponentov v spojovacej skrini
Materiál Spojka na solárne panely, mosadzné konektory, spájkovací drôt
Teplota 700 ºF (371 ºC)
Frekvencia 344 kHz
Vybavenie • Indukčný vykurovací systém DW-UHF-6 kW, vybavený vzdialenou pracovnou hlavou obsahujúcou jeden kondenzátor 1.0 μF.
• Indukčná ohrievacia špirála navrhnutá a vyvinutá špeciálne pre túto aplikáciu.
Postup Na zahrievanie konektorov sa používa špirálová špirála v tvare oválu s tromi závitmi. Kus spájkovacieho drôtu sa umiestni na oblasť spoja a každý spoj sa zahrieva osobitne po dobu 5 sekúnd, aby sa konektor spojil letom. Celkový čas procesu je pre tri kĺby 15 sekúnd.
Výsledky / Výhody Indukčné vykurovanie poskytuje:
• Presná presnosť dodáva teplo iba spojom; neovplyvňuje okolité komponenty
• Lokalizované teplo vytvára čisté a čisté kĺby
• Produkuje vysoko kvalitné opakovateľné výsledky
• Rovnomerné rozloženie vykurovania