Indukčné pájkovanie hliníkového puzdra s vysokofrekvenčnými spájkovacími jednotkami IGBT
Cieľ Zahrejte hliníkové puzdro reflektora na spájkovanie LED zostavy s vnútornou základňou
Materiál LED puzdro s medenou zástrčkou, hliníkové puzdro reflektora hore 5 "(127 mm), hore, priemerne 1.25" (31.75 mm) na základni, farba citlivá na teplo
Teplota 500 ºF (260 ºC)
Frekvencia 45 kHz
Vybavenie • Indukčný vykurovací systém DW-UHF-45kW, vybavený vzdialenou pracovnou hlavou obsahujúcou jeden kondenzátor 1.0μF.
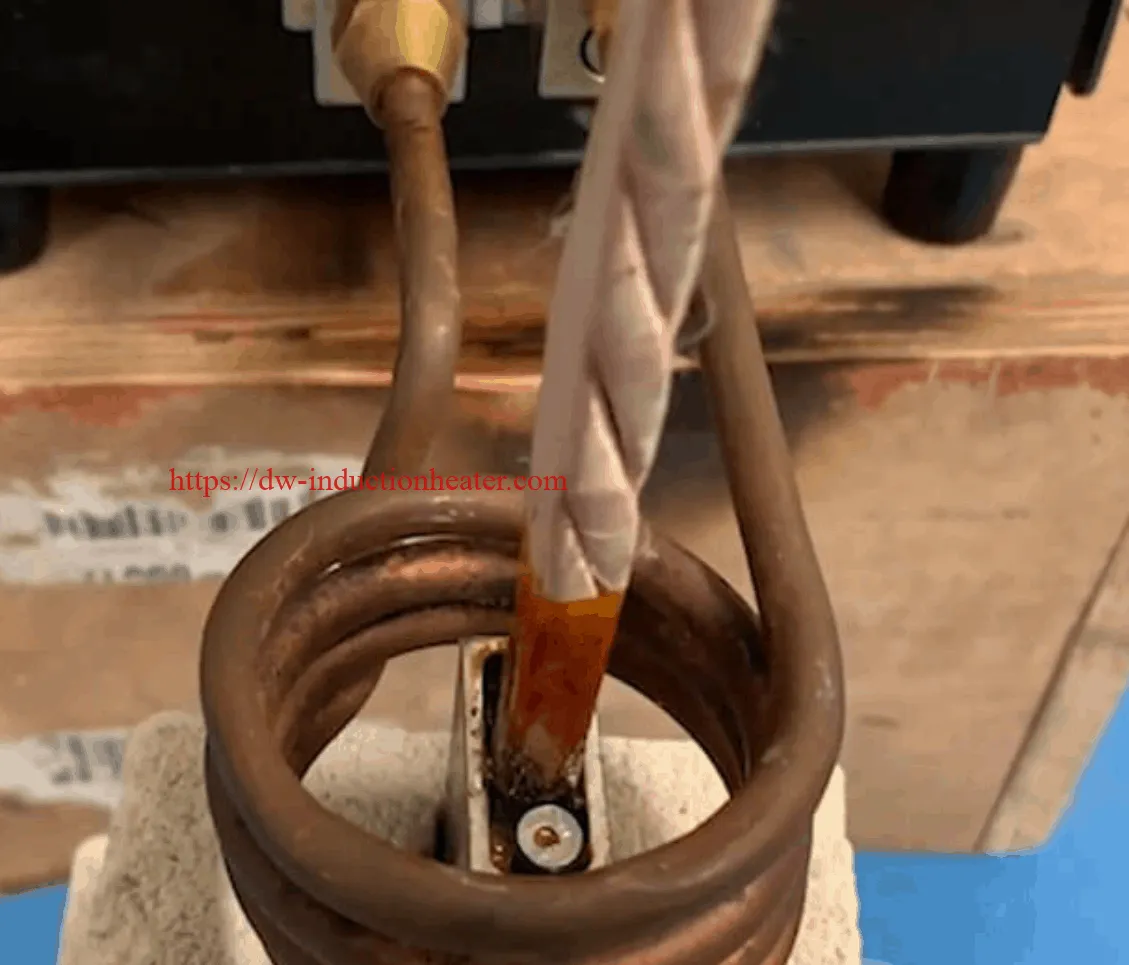
• Indukčná ohrievacia špirála navrhnutá a vyvinutá špeciálne pre túto aplikáciu.
Postup Na zahriatie dna hliníkového krytu reflektora sa používa viacotáčková palacinková špirála. Kryt LED nebol k dispozícii, takže táto aplikácia sa vykonáva pomocou farby na snímanie teploty, aby sa určila uskutočniteľnosť. Farba umiestnená na snímači teploty sa nanáša tam, kde je kryt LED umiestnený v strede
bývanie reflektorov. Základňa krytu dosiahne teplotu 500 ° C (260 ° C) za 30 sekúnd.
Výsledky / Výhody Indukčné vykurovanie poskytuje:
• Vykurovanie bez použitia rúk, ktoré nevyžaduje žiadne zručnosti obsluhy pri výrobe
• Rýchlejšie výrobné časy, energeticky úspornejšie
• Konzistentné, opakovateľné výsledky
• Rovnomerné rozloženie vykurovania
