Indukčné vyhrievanie pre pružinový drôt a nylonový prášok
Zahrievanie zahŕňa použitie indukčný ohrev v procesoch, kde plasty menia skupenstvo z pevného na kvapalné. Jedno bežné použitie pre túto aplikáciu je lisovanie kovovej časti do plastovej časti. Kov sa zahrieva pomocou indukcie na teplotu vyššiu ako je teplota spätného toku plastu. V niektorých prípadoch môže byť kov vtlačený do plastu pred zahriatím; alebo sa kov môže pred vtlačením do plastu zahriať, čo spôsobí, že sa plast pri vtláčaní dielu pretaví (známe aj ako pretavenie plastu). Indukčný ohrev je možné použiť aj vo vstrekovacích lisoch plastov. Indukčný ohrev zlepšuje energetickú účinnosť procesov vstrekovania a vytláčania. Teplo sa vytvára priamo vo valci stroja, čím sa znižuje čas zahrievania a spotreba energie.
 Vkladanie kovu do plastu zahŕňa zahriatie kovovej vložky so závitom na teplotu nad bodom spätného toku plastu a jej vtlačenie do plastovej časti. Proces vyžaduje rýchle, presné a opakovateľné zahrievanie. Zmäkčenie vnútorných závitov je výsledkom dlhých procesov ohrevu.
Vkladanie kovu do plastu zahŕňa zahriatie kovovej vložky so závitom na teplotu nad bodom spätného toku plastu a jej vtlačenie do plastovej časti. Proces vyžaduje rýchle, presné a opakovateľné zahrievanie. Zmäkčenie vnútorných závitov je výsledkom dlhých procesov ohrevu.
Indukčné vykurovanie poskytuje presnú reguláciu tepla na zabezpečenie konzistentného výsledku s vysokokvalitnými výsledkami. Zariadenie možno naprogramovať na konkrétnu úroveň výkonu a čas ohrevu, čím sa odstráni variabilita operátora a zlepší sa opakovateľnosť procesu.
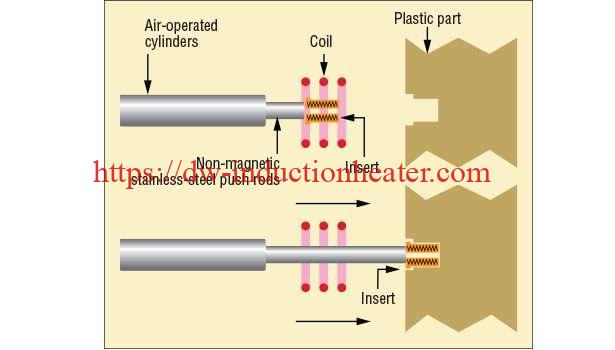
 Cieľ: Na zahriatie koncov 0.072″ pružinového drôtu, ktoré sú od seba vzdialené 1/2″, rovnomerne na nanášanie nylonového prášku na 1″ dĺžku konca. Po zahriatí na 700 st0F, nylonový prášok sa spája s drôtom a vytvára ochranný povlak. Kostice v minulosti prepichovali nosný odev a škrabali nositeľa. Pridaním ochranného nylonového povlaku na konce drôtenej formy sa tejto nepríjemnej situácii predíde.
Cieľ: Na zahriatie koncov 0.072″ pružinového drôtu, ktoré sú od seba vzdialené 1/2″, rovnomerne na nanášanie nylonového prášku na 1″ dĺžku konca. Po zahriatí na 700 st0F, nylonový prášok sa spája s drôtom a vytvára ochranný povlak. Kostice v minulosti prepichovali nosný odev a škrabali nositeľa. Pridaním ochranného nylonového povlaku na konce drôtenej formy sa tejto nepríjemnej situácii predíde.
materiál: Pružinový drôt a nylonový prášok
Teplota: 370 ℃
použitie: DW-UHF-6KW-III výstup v tuhom stave Indukčné vykurovacie napájanie spolu s unikátnou päť (5) závitovou predĺženou špirálovou cievkou sa použili na dosiahnutie nasledujúcich výsledkov:
- 370 ℃ bol dosiahnutý dvanásťsekundovým (12) cyklom stroja.
- Rovnomerný povlak bol vytvorený ako výsledok rovnomerného ohrevu vďaka unikátnej päť (5) závitovej predĺženej špirálovej špirále.
- Dvanásť (12) vzoriek drôtu bolo súčasne zahrievaných v unikátnej pracovnej cievke.
Vybavenie: DW-UHF-6KW-III výstupný polovodičový indukčný zdroj vrátane jednej (1) vzdialenej vykurovacej stanice s dvoma (2) kondenzátormi s celkovou hodnotou 0.66 µF a unikátnou päť (5) závitovou predĺženou špirálovou cievkou s rozmermi 2 1/2″ na šírku, 8 1/ 2″ dlhé a 2 3/4″ vysoké s dvomi spodnými závitmi na koncoch sklonenými nadol.
Frekvencia: 258 kHz
