Indukčný ohrievací oceľový plech na kovanie
Popis
Indukčný ohrievací oceľový plech na kovanie a tvárnenie za tepla
Kovová indukčná ohrievacia oceľová doska na kovanie a tvarovanie za tepla sú vynikajúce aplikácie pri indukčnom ohreve. Priemyselný Indukčné kovanie a tvárnenie za tepla procesy zahŕňajú ohýbanie alebo tvarovanie kovového predvalku alebo výkvetu po jeho zahriatí na teplotu, pri ktorej je slabá odolnosť proti deformácii. Môžu sa tiež použiť bloky z neželezných materiálov. 
Indukčné vykurovacie stroje alebo sa na počiatočný proces zahrievania používajú konvenčné pece. Sochory môžu byť prepravované cez induktor pomocou pneumatického alebo hydraulického tlačného stroja; pohon prítlačných valcov; pohon traktora; alebo chodník. Na meranie teploty polotovaru sa používajú bezkontaktné pyrometre.
Na ohýbanie alebo tvarovanie kovu sa používajú iné stroje, ako sú mechanické rázové lisy, ohýbačky a hydraulické extrúzne lisy.
Cieľ: Pred kovaním predhrejte oceľový plech (3.9 mm x 7.5 mm x 0.75 mm) na vytvorenie motykovej hlavy s cieľom zvýšiť produkciu v porovnaní s predhrievaním pomocou plynovej pece.
materiál: Oceľový plech
Teplota: 2192 ºF (1200 ºC)
Frekvencia: 7 kHz
Indukčné vykurovacie zariadenie: DW-MF-125/100, 125 kW indukčný vykurovací systém vybavené vzdialenou tepelnou stanicou obsahujúcou tri kondenzátory 26.8 μF.
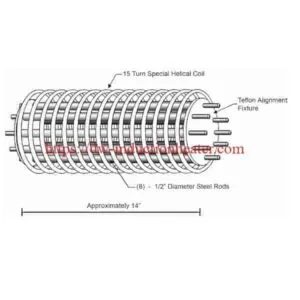
- Trojpolohová viacotáčková špirálová špirála navrhnutá a vyvinutá na generovanie potrebného tepla pre túto aplikáciu.
Postup Oceľová doska sa vložila do trojpolohovej viacotáčkovej špirálovej cievky a zapol sa napájací zdroj. Po 37 sekundách bola vložená druhá platňa z nehrdzavejúcej ocele a po 75 sekundách bola vložená tretia platňa z nehrdzavejúcej ocele. Po 115 sekundách sa dosiahla požadovaná teplota pre prvý diel a proces pokračoval.
Po spustení môžu byť diely zahrievané každých 37 sekúnd od postupnosti, v ktorej boli zadané. Celkový čas cyklu je 115
sekundy, je možné časť odstrániť každých 37 sekúnd, čo umožnilo indukciu na dosiahnutie požadovanej rýchlosti výroby
a dosiahnuť značné zisky v porovnaní s použitím plynovej pece.

Výsledky / Výhody
Vyššia rýchlosť výroby: Proces dosiahol rýchlosť výroby 100 dielov za hodinu, zatiaľ čo plynová pec produkovala 83 dielov za hodinu
- Opakovateľnosť: Tento proces je opakovateľný a môže byť integrovaný do výrobného procesu
- Presnosť a účinnosť: Ohrev je presný a efektívny, teplo sa aplikuje iba na oceľové plechy
Približné teploty tvárnenia za tepla najbežnejšie používaných priemyselných materiálov sú:
• oceľ 1200º C • mosadz 750º C • hliník 550º C
Aplikácie na úplné tvárnenie za tepla
Indukčné ohrievacie stroje sa bežne používajú na ohrev oceľových blokov, tyčí, mosadzných blokov a titánových blokov na vhodnú teplotu na kovanie a tvárnenie za tepla.

Aplikácie čiastočného tvárnenia
Indukčný ohrev sa tiež používa na zahrievanie častí, ako sú konce rúrok, konce náprav, automobilové diely a konce tyčí na čiastočné tvárnenie a kovanie.
Výhoda indukčného ohrevu
V porovnaní s konvenčnými pecami ponúkajú indukčné vykurovacie stroje na kovanie významné výhody z hľadiska procesu a kvality:
Oveľa kratšia doba zahrievania, minimalizácia tvorby usadenín a oxidácia
Ľahká a presná regulácia teploty. Časti pri teplotách mimo špecifikácií sa dajú zistiť a odstrániť
Čakanie na to, aby sa pec zvýšila na požadovanú teplotu, nestratilo čas
Automatizovaný indukčné ohrievacie stroje vyžadujú minimálnu manuálnu prácu
Teplo môže smerovať do jedného špecifického bodu, čo je veľmi dôležité pre časti s iba jednou formovacou oblasťou.
Väčšia tepelná účinnosť - teplo sa vytvára v samotnej časti a nemusí sa ohrievať vo veľkej komore.
Lepšie pracovné podmienky. Jediné teplo prítomné vo vzduchu je teplo samotných častí. Pracovné podmienky sú omnoho príjemnejšie ako v peci na palivo.