






Pec na tvárnenie kovov
Popis
Kovy Kováčska pec s indukčným ohrevom pre ohrev predliatkov z medi / hliníka / železa pred tvárnením za tepla
Indukčné vykurovanie je široko využívaný v priemysle tvárnenia kovov za tepla, aby sa zahrieval sochár, ktorý má byť kovaný v horúcom prostredí. V oceliarskom priemysle sa ocele na kovanie za tepla zahrejú na teplotu okolo 1000 oC-1250 oC podľa obsahu uhlíka a legujúcich prvkov. Proces kovania za tepla vyžaduje ohrievanie sochoru s vysokou teplotou rovnomerne tak pozdĺž strany prierezu, ako aj priečnej strany sochoru. Všeobecne je počiatočná teplota predliatku v izbovej teplote a je potrebná na zahrievanie nad teplotou rekryštalizácie na proces kovania za tepla. Existujú rôzne spôsoby ohrevu kovu v kovaní za tepla, vrátane indukčného ohrevu, plynovej pece, pece spaľujúcej olej, infračerveného ohrievača a elektrického odporového ohrievača. Indukčné ohrievanie má rôzne výhody oproti iným metódam ohrevu v kovaní za tepla. Po prvé, indukčné vykurovacie systémy vytvárajú veľmi vysokú tepelnú intenzitu v definovanej časti kovu. Okrem toho, indukčné ohrievacie systémy sú rýchle štartovacie systémy, pretože tieto systémy nepotrebujú čas predohrevu, ako je to pri vykurovaní pece. Čas ohrevu je tiež nekompatibilný s inými metódami. V porovnaní s ohrevom plynových a ropných pecí sa dá ľahšie dosiahnuť regulácia a opakovanie rovnakých podmienok ohrevu pre rôzne časy. Automatizáciu je možné aplikovať na indukčné vykurovacie systémy. Vyžaduje si to minimálnu plochu predajne. Indukčné vykurovanie je tiež energeticky efektívnejší a šetrnejší k životnému prostrediu. Nebudú žiadne škodlivé emisie zo spaľovania do životného prostredia, ako je to pri vykurovaní plynovými a ropnými pecami. Ďalej majú plynové pece za následok zlú kvalitu povrchu v dôsledku tvorby vodného kameňa. Indukčný ohrev poskytuje výrazné zníženie tvorby vodného kameňa a oduhličovanie na vyhrievanom bloku.
Popis produktu
Na ohrev rôznych tyčových materiálov: napríklad ocele a železa, bronzu, mosadze, zliatiny hliníka atď.
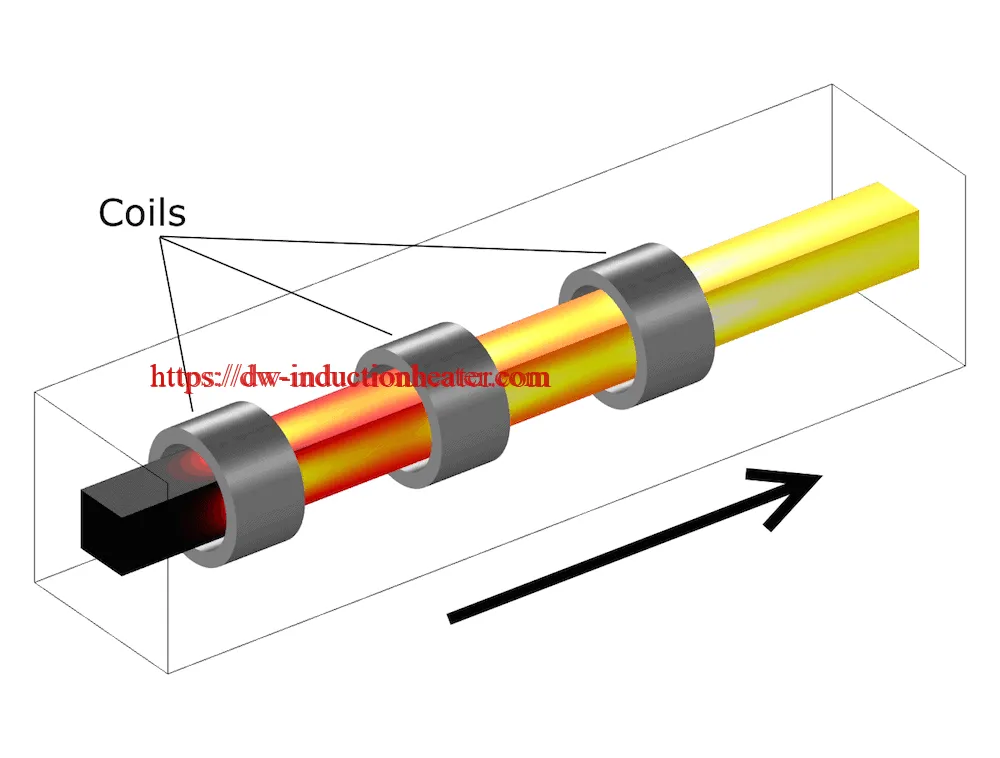
Obrázok len pre informáciu, farba je meniteľná s rôznym výkonom.
Funkcie a špeciálne špecifikácie prispôsobené požiadavkám zákazníka.
Vlastnosti a výhody:
1. Automatické: Automatické podávanie, automatický výber obrobku je dobrý alebo zlý, automatické meranie teploty, automatické vybíjanie.
2. Integrovaný dizajn: Ušetrite čas, náklady a priestor na inštaláciu.
3. Zabudovaný ovládací panel zobrazuje prevádzkové stavy stroja, aby sa uľahčila diagnostika porúch.
| Vlastnosti | detail | |
| 1 | Vykurovanie je rýchle a stabilné | úspora 20% - 30% elektrickej energie ako tradičným spôsobom;
Vysoká účinnosť a nízka spotreba energie |
| 2 | Malá veľkosť | Jednoduchá inštalácia, obsluha a oprava |
| 3 | Bezpečný a spoľahlivý | Žiadne vysoké napätie, veľmi bezpečné pre vašich pracovníkov. |
| 4 | Chladiaci cirkulačný systém | Schopný pracovať nepretržite 24 hodín |
| 5 | úplná samoochrana funkcie |
mnoho typov alarmových svetiel: nadprúdové napätie, prepätie, nadmerné napätie, nedostatok vody atď. Tieto lampy môžu ovládať a chrániť stroj. |
| 6 | Ochrana životného prostredia | Takmer žiadna vrstva oxidu, nevytvára žiadne odpadové vody |
| 7 | Typ IGBT | Zabráňte prerušeniu nepríbuznej elektrickej siete; Zaistite dlhú životnosť stroja. |
Parametre kovov kováreň na kovanie za tepla:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Vstupné napätie | 3phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Maximálny vstupný prúd | 320 | 400 | 480 | 640 | 800 | 960 | |
| Kmitočtová frekvencia | 0.5KHz ^ 20KHz (kmitočet kmitania bude prispôsobený podľa veľkosti vykurovacích častí) | ||||||
| Zaťaženie prevádzkového cyklu | 100%, 24h nepretržite pracuje | ||||||
| Žiadosť o chladiacu vodu | 0.1 MPa | ||||||
| rozmer | Hostiteľ | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Predĺženie | rozšírenie bude prispôsobené podľa materiálu a veľkosti vykurovacích častí | ||||||
| Váha | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Spoľahnite sa na rozmer rozšírenia | |||||||
V indukčných kovoch sa zahrieva horúca kováreň na pečenie. Bežne pre krátke predvalky alebo kliny sa používa násypka alebo miska na automatické prezentovanie predvalkov v línii k valčekom so štipkou, ťahačom poháňaným reťazou alebo v niektorých prípadoch pneumatickým tlakom. Prefabrikáty sú potom poháňané cez cievku za sebou na vodom chladených koľajničkách alebo keramických vložkách, ktoré sa používajú cez otvor cievky, ktorý znižuje trenie a zabraňuje opotrebeniu. Dĺžka cievky je funkciou požadovaného času namáčania, doby cyklu na komponent a dĺžky sochoru. Pri veľkoobjemových prácach s veľkými prierezmi nie je nezvyčajné mať cievky 4 alebo 5 v sérii, aby poskytli 5 m (16 ft) cievky alebo viac.







