indukčné spájkovacie medené a mosadzné tyče
Objektívne
Indukčné spájkované medené a mosadzné tyče a pásy ako náhrada za prevádzku horáka. Súčasný proces horáka má za následok nadmerné množstvo znečisťujúcich látok na zostave a vyžaduje si rozsiahle prepracovanie po tvrdom spájkovaní.
Zariadenia
Vysokofrekvenčný indukčný spájkovací stroj DW-UHF-40KW
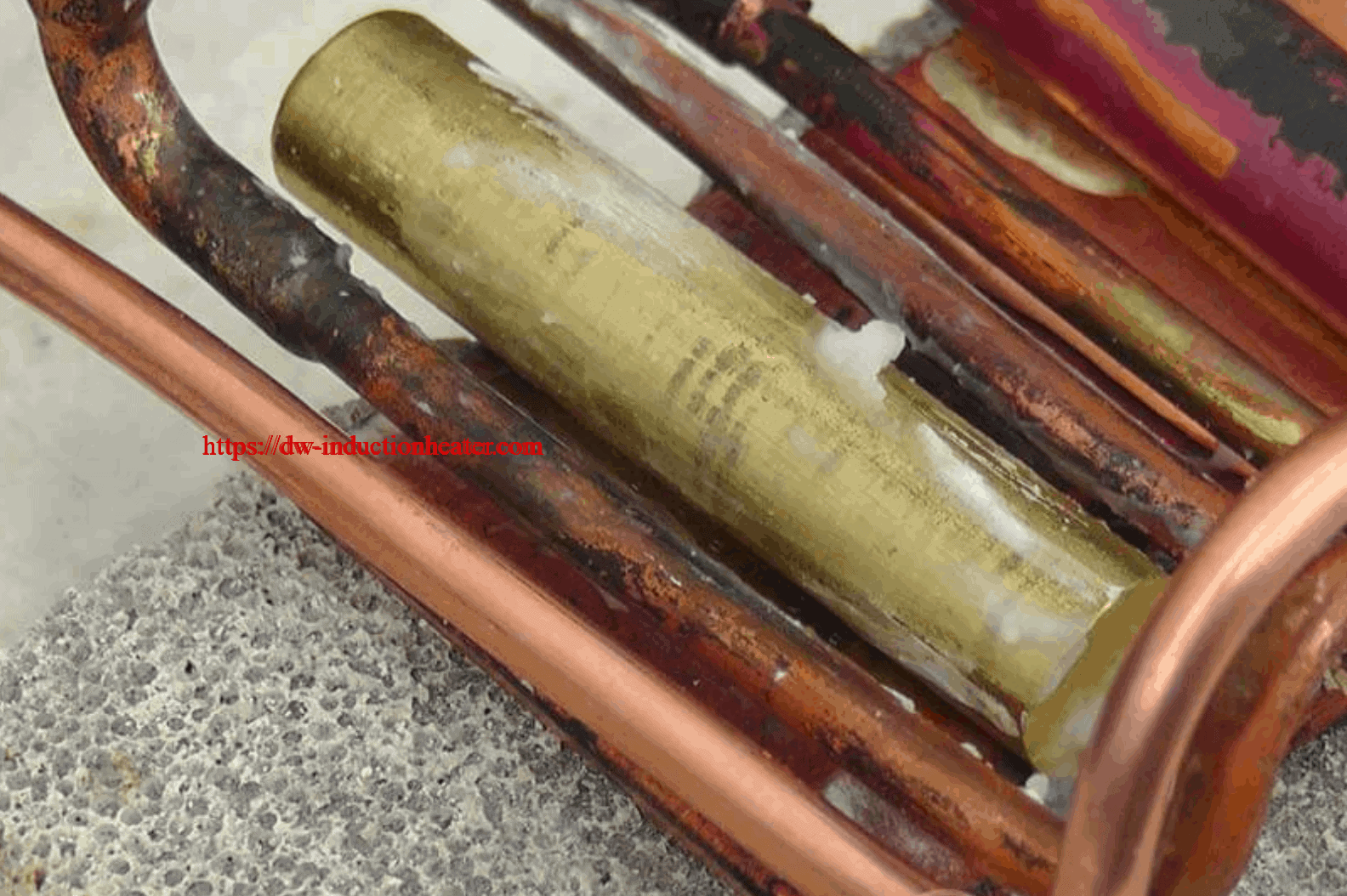
Dvojitá otvorená dopravná cievka s otvoreným koncom
materiály
• Medená kupónová doska a medená tyč
• Pájací drôt - EZ Flo 45
• Zliatina zliatiny - 45% striebro, 1/32 DIA
TEST
Výkon: 30 kW
Teplota: približne 1350 ° C
Čas: Priemerný čas - 25 sekúnd
Proces a výsledky:
Pre doštičku s indukčným spájkovaným medeným kupónom a medenú tyč sa spájkovací drôt EZ Flo 45 rozrezal na 2 ”dĺžky a umiestnil sa do oblasti rozhrania. Vo výrobnej situácii sa odporúča spájkovacia pasta EZ Flo 45. Zostavy boli usporiadané (pozri fotografie) a zahrievané priemerne po dobu 25 s, aby pretekali zliatinou a dosiahli spájku.
V dôsledku rozdielu odporu kovu medzi meďou a mosadzou sa mosadzná tyčinka prednostne zohrieva. Cievka určená na spájkovanie tyčí na doskovú časť ohrieva tyče a teplo sa prenáša na dosku viac vedením ako indukciou, čo spôsobuje, že tyčinky spočiatku dosiahnu teplotu pred doskou. Ak sú materiály rovnaké (medená alebo mosadzná mosadz, nie je to problém. Ak je tyčinka z medi a doska je z mosadze, nie sú problémy - iba ak je tyč z mosadze a doska je z medi. To si vyžaduje výkon sa musí znížiť, aby sa umožnila väzba na prenos tepla z mosadznej tyče k medenej doske.
Výsledky / výhody:
- Silné odolné kĺby
- Selektívna a presná zóna tepla, čo vedie k menšiemu skresleniu časti a stresu spoja než k zváraniu
- Menej oxidácie
- Rýchlejšie vykurovacie cykly
- Konzistentnejšie výsledky a vhodnosť pre veľkoobjemovú produkciu bez potreby dávkového spracovania
- Bezpečnejšie ako spájkovanie plameňom
