
Indukčné kovanie oceľové pásmo
Popis
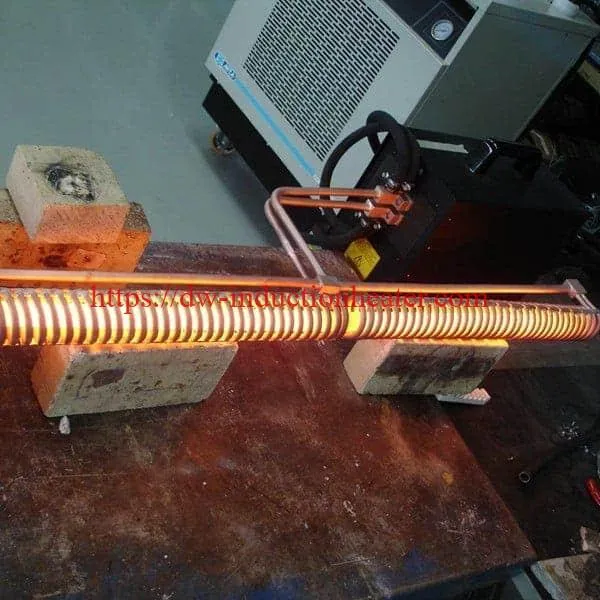
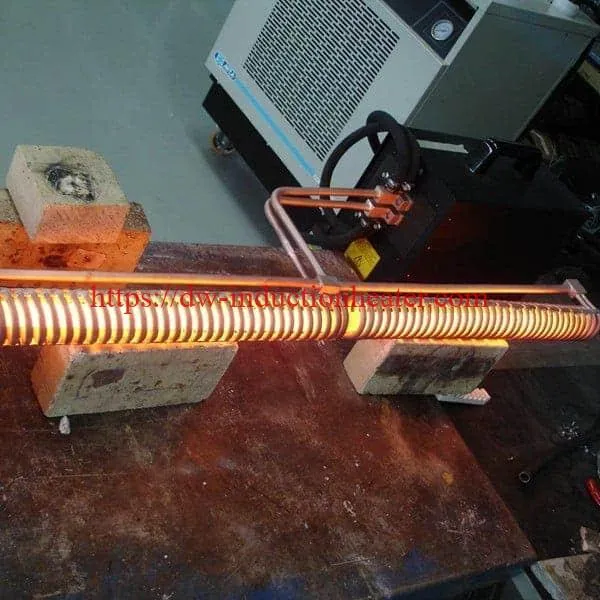
Indukčné kovanie oceľové pásmo s indukčným vykurovacím systémom
Účel Pred začatím kovania na výrobu podkov na kúrenie zahriať pás z ocele 1025 na 1800 13 ° F. V súčasnosti sa polotovary rezajú a ohrievajú v plynovej peci a potom sa kujú v lise. Ak by bola na mieste zavedená indukčná cievka, oceľ by sa podávala kontinuálne z valca cez indukčnú cievku a do kovacieho lisu. Aby sa dosiahlo zvýšenie rýchlosti výroby, musí sa 10 ″ oceľový profil zahriať do XNUMX sekúnd.
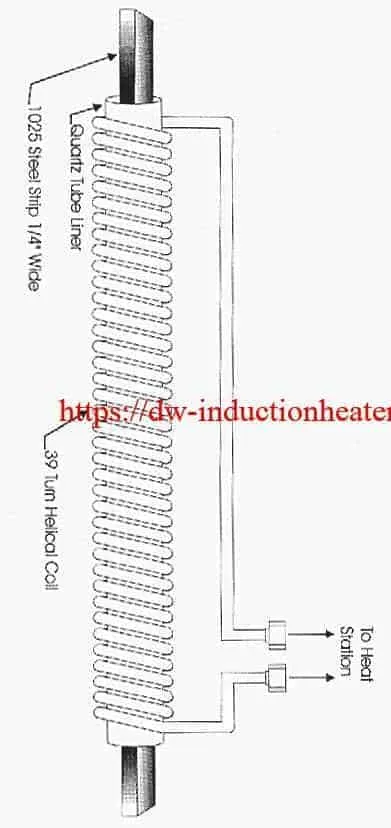
Materiál 1025 Oceľový pás približne 3/4 ″ široký a 1/4 ″ hrubý.
Teplota 1800 ºF
Frekvencia 50kHz
Vybavenie DW-HF-60kW výstupné polovodičové indukčné napájanie vrátane tepelnej stanice s celkovou kapacitou 0.5 μF.
Proces Zistilo sa, že indukčný zdroj napájania v pevnom stave Ameritherm s výkonom 40 kW účinne dosahuje nasledujúce výsledky: Výsledky • 1800 ° F bolo dosiahnuté za 10 sekúnd.
• Bola dosiahnutá rýchlosť výroby 1 dielu každých 5-10 sekúnd.
• Vyššie uvedené výsledky sa dosiahli použitím 39 závitovej pracovnej špirály s pracovnou cievkou s rozmermi 1 1/2 ″ ID a 11 1/2 ″ OAL.