



magnetický indukčný vykurovací systém
Popis
Magnetický indukčný vykurovací systém IGBT
Hlavné charakteristiky:
- Modul IGBT a invertné technológie, lepší výkon, vyššia spoľahlivosť a nižšie náklady na údržbu;
- 100% pracovný cyklus, je povolená nepretržitá práca pri maximálnom výkone;
- konštantný prúd alebo konštantný výkon je možné zvoliť tak, aby sa dosiahla vyššia účinnosť vykurovania;
- zobrazenie vykurovacieho výkonu a vykurovacieho prúdu a kmitajúcej frekvencie;
- multifunkčné zobrazovacie funkcie s displejom nadmerného prúdu, nadmerným napätím, poruchou vody, poruchou fázy a nesprávnym chlapcom atď., môže byť stroj chránený pred poškodením a stroje môžu byť ľahko opravené.
- jednoduchá inštalácia, inštalácia môže byť vykonaná neodbornou osobou veľmi ľahko, pripojenie vody a napájania je možné dokončiť za pár minút.

- nízka hmotnosť, malá veľkosť.
- iný tvar a veľkosť indukčná vykurovacia cievka možno ľahko zmeniť na zahriatie rôznych častí.
- výhody modelu s časovačom: výkon a prevádzkový čas vykurovacieho obdobia a udržiavacieho obdobia môžu byť prednastavené, aby sa dosiahla jednoduchá vykurovacia krivka, tento model sa odporúča použiť na dávkovú výrobu na zlepšenie opakovateľnosti.
- oddelené modely sú navrhnuté tak, aby zapadli do špinavého prostredia, generátor môže byť umiestnený do čistého priestoru pre zvýšenie spoľahlivosti; s malou veľkosťou a nízkou hmotnosťou oddeleného transformátora je vhodný na použitie vo výrobnej linke a ľahko sa montuje vo vnútri strojového zariadenia alebo pohyblivého mechanizmu.
| Séria | Modelka | Vstupný výkon Max | Vstupný prúd Max | Frekvencia oscilácie | Vstupné napätie | Pracovný cyklus | |
| MF
. |
DW-MF-15 indukčný generátor | 15KW | 23 | 1KHz-20KHz Podľa aplikácie | 3phases380V ± 10% | 100% | |
| DW-MF-25 indukčný generátor | 25KW | 36 | |||||
| DW-MF-35Indukčný generátor | 35KW | 51 | |||||
| DW-MF-45 indukčný generátor | 45KW | 68 | |||||
| DW-MF-70 indukčný generátor | 70KW | 105 | |||||
| DW-MF-90 indukčný generátor | 90KW | 135 | |||||
| DW-MF-110 indukčný generátor | 110KW | 170 | |||||
| DW-MF-160 indukčný generátor | 160KW | 240 | |||||
| DW-MF-300 indukčný generátor | 300KW | 400 | |||||
| DW-MF-45 Indukčná vykurovacia tyč vykurovacej tyče | 45KW | 68 | 1KHz-20KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-70 Indukčná vykurovacia tyč vykurovacej tyče | 70KW | 105 | |||||
| DW-MF-90 Indukčná vykurovacia tyč vykurovacej tyče | 90KW | 135 | |||||
| DW-MF-110 Indukčná vykurovacia tyč vykurovacej tyče | 110KW | 170 | |||||
| Kovacia pec na indukčné ohrevné tyče DW-MF-160 | 160KW | 240 | |||||
| Indukčná tavná pec DW-MF-15 | 15KW | 23 | 1K-20KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-25 indukčná taviaca pec | 25KW | 36 | |||||
| Indukčná tavná pec DW-MF-35 | 35KW | 51 | |||||
| Indukčná tavná pec DW-MF-45 | 45KW | 68 | |||||
| Indukčná tavná pec DW-MF-70 | 70KW | 105 | |||||
| Indukčná tavná pec DW-MF-90 | 90KW | 135 | |||||
| Indukčná taviaca pec DW-MF-110 | 110KW | 170 | |||||
| Indukčná taviaca pec DW-MF-160 | 160KW | 240 | |||||
| Indukčné vytvrdzovacie zariadenie DW-MF-110 | 110KW | 170 | 1K-8KHz | 3phases380V ± 10% | 100% | ||
| DW-MF-160Indukčné vytvrdzovacie zariadenie | 160KW | 240 | |||||
| HF
. |
Séria DW-HF-15 | DW-HF-15KW | 15KVA | 32 | 30-100KHz | Jednofázové 220V | 80% |
| Séria DW-HF-25 | DW-HF-25KW-A | 25KVA | 23 | 20K-80KHz | 3phases380V ± 10% | 100% | |
| DW-HF-25KW-B | |||||||
| Séria DW-HF-35 | DW-HF-35KW-B | 35KVA | 51 | ||||
| Séria DW-HF-45 | DW-HF-45KW-B | 45KVA | 68 | ||||
| Séria DW-HF-60 | DW-HF-60KW-B | 60KVA | 105 | ||||
| Séria DW-HF-80 | DW-HF-80KW-B | 80KVA | 130 | ||||
| Séria DW-HF-90 | DW-HF-90KW-B | 90KVA | 160 | ||||
| Séria DW-HF-120 | DW-HF-120KW-B | 120KVA | 200 | ||||
| Séria DW-HF-160 | DW-HF-160KW-B | 160KVA | 260 | ||||
| UH
. F .
|
DW-UHF-4.5KW | 4.5KW | 20 | 1.1-2.0MHz | Jedna fáza220V ± 10% | 100% | |
| DW-UHF-6.0KW | 6.0KW | 28 | |||||
| DW-UHF-10KW | 10KW | 15 | 100-500KHz | 3phases380V ± 10% | 100% | ||
| DW-UHF-20KW | 20KW | 30 | 50-250KHz | ||||
| DW-UHF-30KW | 30KW | 45 | 50-200KHz | ||||
| DW-UHF-40KW | 40KW | 60 | 50-200KHz | ||||
| DW-UHF-60KW | 60KW | 90 | 50-150KHz | ||||
použitie
1. Kúrenie (kovanie za tepla, tvarovanie za tepla a tavenie)
Indukčné kovanie za tepla si kladie za cieľ vyrobiť obrobky určitej teploty (rôzne materiály vyžadujú rozdielne teploty) do iných tvarov pomocou kovacieho lisu pomocou dierovacieho lisu, kovacieho stroja alebo iného zariadenia, napríklad na pretláčanie puzdra hodiniek, flaku hodiniek, rukoväte, formy príslušenstvo, kuchynský a stolový riad, umelecký tovar, štandardný diel, spojovací materiál, vyrobená mechanická časť, bronzový zámok, nit, oceľový čap a čap.
Za studena sa označuje spojenie rôznych kovov alebo kovov s nekovmi prostredníctvom ohrevu na princípe rozpínania za tepla alebo tavenia za tepla, napríklad zabudované zváranie medeného jadra počítačového radiátora hliníkovým plechom a tkaninou reproduktora, zmesou ocele a plastu. rúrka, utesnenie hliníkovej fólie (kôra zubnej pasty), rotor motora a utesnenie rúrkového elektrického vykurovacieho telesa.
Cieľom tavenia je predovšetkým roztaviť kov na tekutinu pomocou vysokej teploty, ktorá je použiteľná hlavne pri tavení železa, ocele, medi, hliníka, zinku a rôznych ušľachtilých kovov.
2. Tepelné ošetrenie (povrchové ochladenie)
Zápal pre rôzne druhy hardvéru a nástrojov, ako sú kliešte, kľúče, kladivá, sekery, skrutkovacie nástroje a nožnice (nožnice na sad).
Quench pre rôzne automobilové a motocyklové armatúry, ako je kľukový hriadeľ, ojnica, piestny čap, reťazové koleso, hliníkové koleso, ventil, hriadeľ horného ramena, hnací hriadeľ, malý hriadeľ a vidlica. Rôzne elektrické náradie, napríklad ozubené koleso a nápravy.
Zápal pre obrábacie stroje, ako je paluba sústruhu a vodiaca lišta.
Quench pre rôzne kovové diely a obrábané diely, ako sú hriadeľ, ozubené koleso, vačka, skľučovadlo a svorka atď.
Zápalka pre hardvérové formy, ako napríklad malá forma, príslušenstvo k forme a vnútorný otvor formy.
3. Zváranie (zváranie na tvrdo, spájkovanie striebrom a tvrdé spájkovanie)
Zváranie rôznych hardvérových rezacích nástrojov, ako sú diamantové nástroje, brúsne nástroje, vŕtacie nástroje, pílové listy na zliatiny, rezačka tvrdých zliatin, fréza, výstružník, plánovací nástroj a plný stredový vrták.
Zváranie rôznych hardvérových mechanických pomôcok: spájkovanie striebrom a Indukčné spájkovanie z kovov tej istej odrody alebo rôznych odrôd, ako napríklad železiarsky tovar pre toaletné a kuchynské potreby, chladiaca medená armatúra, dekorácia žiaroviek, presná tvarovka foriem, železná rukoväť, šľahač vajec, legovaná oceľ a oceľ, oceľ a meď, ako aj meď a meď.
Zváranie zloženého dna hrnca je použiteľné hlavne na zváranie na pare kruhového, štvorcového ako aj iného nepravidelného hladkého dna hrnca. Je použiteľný aj na zváranie na hladkých povrchoch iných kovov.
Zváranie vykurovacieho kotúča elektrickej teplovodnej kanvice sa týka hlavne zvárania na tvrdom povrchu plochého nerezového plechu, hliníkového plechu a rúrkových elektrických vykurovacích telies rôznych tvarov.
3. Žíhanie (temperovanie a modulácia)
Žíhanie rôznych výrobkov z nehrdzavejúcej ocele, napríklad umývadlo z nehrdzavejúcej ocele, žíhaná a extrudovaná plechovka, žíhaná ohnutá hrana, žíhaný drez, rúrka z nehrdzavejúcej ocele, riad a pohár.
Žíhanie rôznych ďalších kovových obrobkov, ako je hlava golfovej loptičky, tágo, mosadzný zámok, kovanie z medeného kovania, rukoväť kuchynského noža, čepeľ, hliníková panvica, hliníková nádoba, hliníkový radiátor a rôzne hliníkové výrobky.
Princíp indukčného vykurovania
Frekvenčná konverzia elektromagnetické indukčné vykurovanie alebo skrátene indukčné ohrievanie je metóda ohrievania kovových materiálov prevádzaním napájacieho zdroja s frekvenčným napájaním na zdroj so špecifickým rozsahom na základe princípu elektromagnetickej indukcie. Je použiteľný hlavne na opracovanie kovov za tepla, tepelné spracovanie, zváranie a tavenie. Tento typ vykurovacej techniky je použiteľný aj v obalovom priemysle (napríklad na zváranie hliníkových fólií používaných v medicíne a potravinárskom priemysle), polovodičových materiálov (napríklad extrudovaného monokryštalického kremíka a zahrievaných kovových častí na výrobu automobilového skla). 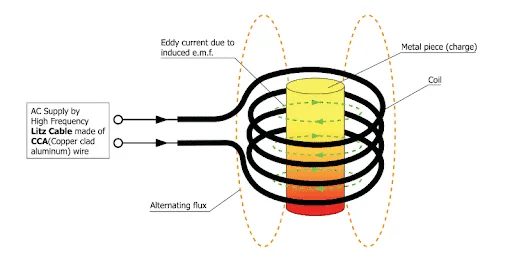
Základy indukčného vykurovacieho systému zahŕňajú indukčnú cievku, zdroj striedavého prúdu a obrobky. Indukčná cievka môže byť vyrobená do rôznych tvarov podľa rôznych ohrievaných predmetov. Cievka je spojená so zdrojom energie poskytujúcim pre cievku striedavý prúd. Striedavý prúd, ktorý má cievka, môže vytvárať striedavé magnetické pole prechádzajúce obrobkami, aby podľa potreby ohrevom vytvoril vírivý tok.
Výhody manetického indukčného vykurovacieho systému
- Rýchle zahrievanie: minimálna rýchlosť ohrevu je menej ako 1 sekunda (rýchlosť ohrevu je k dispozícii pre nastavenie a reguláciu).
- Široké pokrytie kúrením: môže sa použiť na ohrev rôznych kovových častí (výmena odnímateľnej indukčnej cievky podľa rôznych ovládacích spínačov).
- Jednoduchá inštalácia: je možné ho použiť, ak je pripojený k zdroju energie, indukčnej cievke, vodovodnému potrubiu a stúpajúcemu potrubiu; je malý a ľahký.
- jednoduchá obsluha: naučíte sa ho ovládať do niekoľkých minút.
- Rýchle spustenie: je možné spustiť prevádzku vykurovania za predpokladu, že je k dispozícii voda a napájanie.
- Nízka spotreba energie: V porovnaní s konvenčnými vysokofrekvenčnými zariadeniami s elektrónkami môže ušetriť energiu približne o 70%. Čím menšia je veľkosť obrobku, tým menšia bude spotreba energie.
- Vysoká účinnosť:má také vlastnosti ako rovnomerné zahrievanie (je možné upraviť rozstup indukčnej cievky tak, aby sa zabezpečila vhodná teplota požadovaná každou časťou obrobku), rýchle otepľovanie a obmedzený oxický horizont a po žíhaní chráni pred akýmkoľvek odpadom.
- Komplexná ochrana:má také funkcie ako signalizácia pretlaku, nadmerného prúdu, prehriatia a nedostatku vody, ako aj automatické riadenie a ochrana.
- Regulovateľná teplota: je možné regulovať teplotu pre ohrev obrobkov podľa prednastaveného času ohrevu, a tým regulovať teplotu ohrevu v určitom technickom bode.
- Komplexný dizajn pri plnom zaťažení: môže pracovať nepretržite 24 hodín.
- Malá veľkosť a nízka hmotnosť: má hmotnosť iba niekoľko desiatok kilogramov, z čoho obmedzená podlahová plocha môže efektívne ušetriť priestor dielne.
- Eliminácia vysokého napätia: nevyžaduje žiadny zosilňovací transformátor, ktorý by mohol produkovať približne desaťtisíc napätí, a tým zabezpečiť maximálnu bezpečnosť.




