
Indukčné predhriatie na zváranie oceľových tyčí
Popis
Aplikácie oceľových tyčí na indukčné predhrievanie
Objektívne Predhriať oceľové tyče na 500 ° C na zváranie pre významného výrobcu zariadení
materiál: Oceľové čapy dodané zákazníkom (rôzne, priemerne 2 ”/ 51 mm)
Teplota: 500 ºF (260 ºC)
Frekvencia: 100 kHz
Vybavenie: Indukčný vykurovací systém DW-HF-45kW 50 - 150 kHz vybavený vzdialenou tepelnou stanicou obsahujúcou osem kondenzátorov 1.0 μF
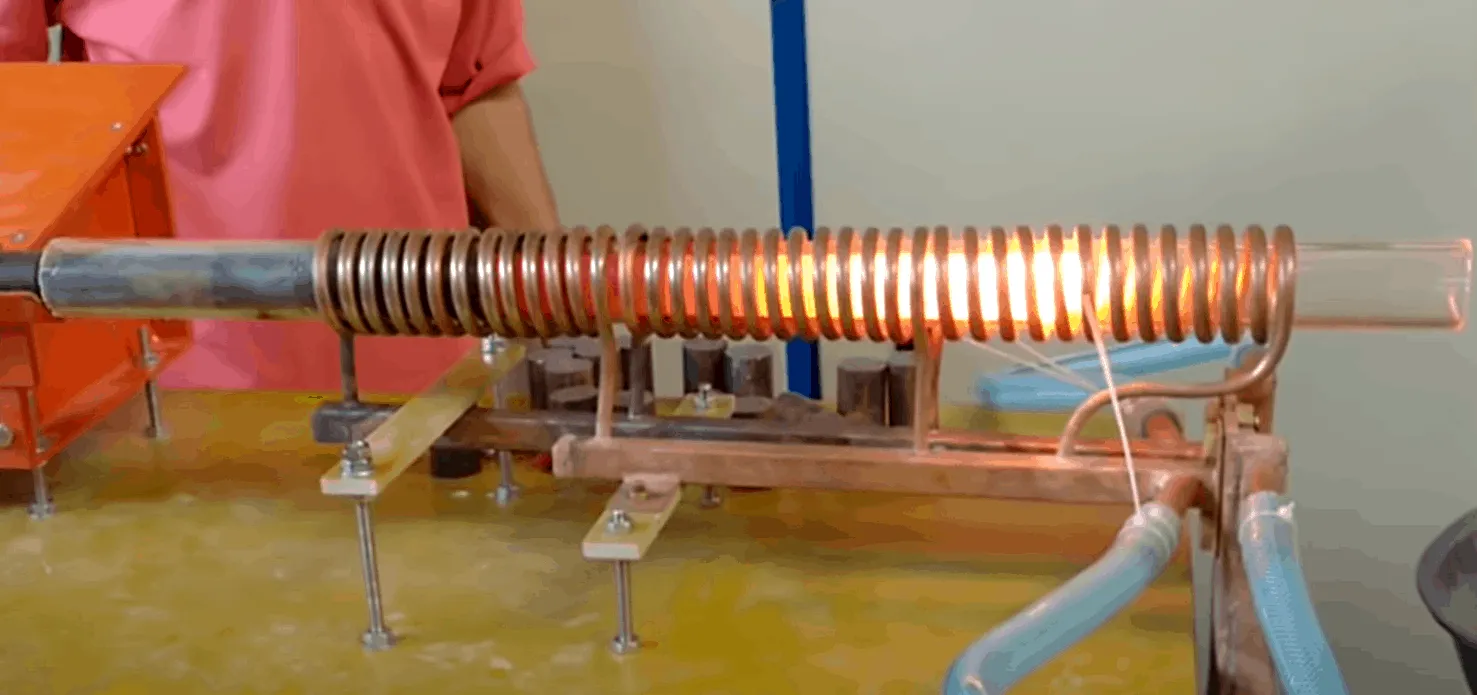
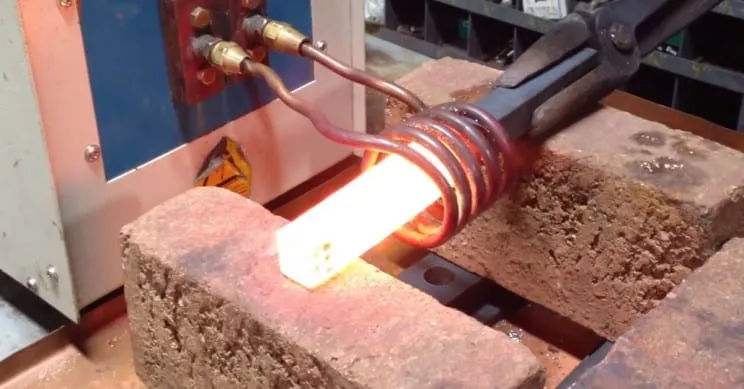
- Viacpolohová dvojotáčková indukčná vykurovacia cievka navrhnutý a vyvinutý špeciálne pre túto aplikáciu
Proces indukčného predhrievania: Oceľová tyč bola vložená do cievky a bolo zapnuté teplo. Táto časť dosiahla za jednu minútu 600 ° C. Napájanie sa vyplo a tyč sa sledovala 316 sekúnd, aby sa zabezpečilo, že vonkajšia vrstva neklesne pod 30 ° F (500 ° C).

Na základe skúseností a testovania aplikačného laboratória platí, že čím dlhší čas zahrievania, tým menej energie je potrebné.
Navyše, čím dlhší je čas ohrevu, tým dlhšia bola vonkajšia teplota nad 500 ° F.
Z tohto dôvodu existujú ďalšie možnosti napájania, od 15kW indukčného ohrievača s dvojpolohovou cievkou s dobou ohrevu dve minúty až po 45kW. indukčný vykurovací systém so štvorpolohovou špirálou a časom zahrievania jednu minútu.
Výsledky / Výhody
Presné zahriatie: Zákazník sa pozerá na prechod z plameňa, pretože indukcia môže ponúknuť presnejšie a opakovateľné nahriatie
- Penetrácia: Indukcia robí vynikajúcu prácu prenikajúcou do čapu v porovnaní s horákom, čo je pre neho kritické
predhrievanie na zváranie
- Rýchlosť: Indukcia umožňuje rýchle zahriatie, ktoré môže v porovnaní s ohrevom horáka zvýšiť produkciu
- Kvalita dielu: Horák môže spôsobiť krehkosť dielu, čo robí indukciu výhodnou
- Pracovné prostredie: Indukčné predhriatie zváraním je bezpečnejšia metóda vykurovania, ktorá vnáša na pracovisko menej tepla ako plameň




