Spájkovanie medených rúr s indukciou
Popis
Objektívne
demonštrovať medené rúrky s indukčným spájkovaním a doba spájkovania pomocou systému DW-UHF-10 kW a dostupnej delenej laboratórnej cievky

Zariadenia
Indukčné tvrdé spájkovacie zariadenie DW-UHF-10KW
materiály
• Medené rúrky - sacia trubica
• Spájajte pastu
Kľúčové parametre
Výkon: 10 kW
Teplota: približne 1500 ° C
Čas: 5 - 5.2 s

Process:
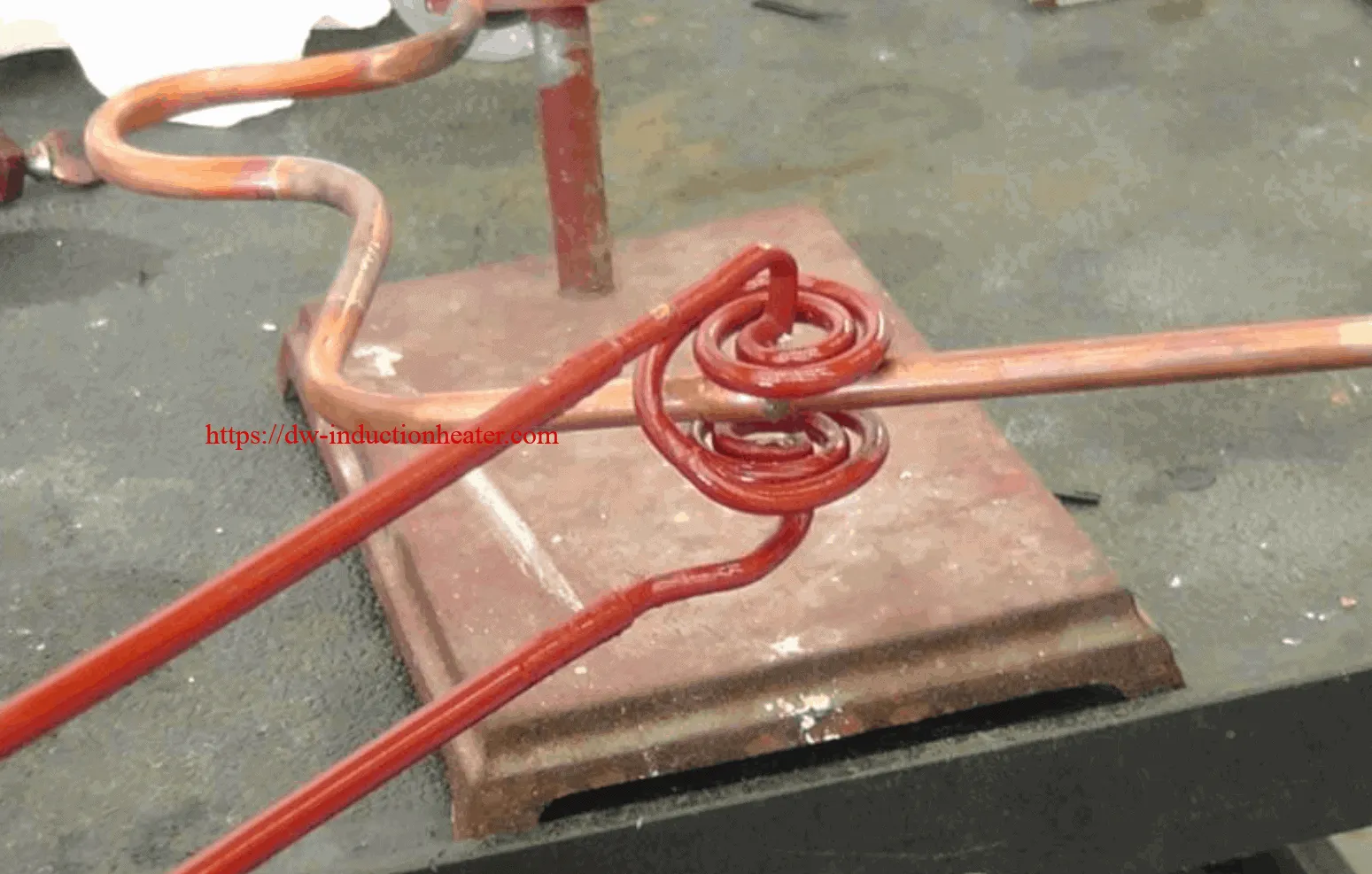
Pretože na skúšku bola poskytnutá iba jedna zostava, položili sme skúšobné zaťaženie s použitím medených rúrok s ťažkými múrmi 5/16 “, ako napríklad jedna rúrka akceptovala druhú na vytvorenom otvorenom konci príruby. Čas zahrievania bol odhadnutý na základe použitia dočasného laku na označenie teploty. Testovacia zostava (nasledovaná poskytnutými komponentmi) bola zostavená s povlakom 505 pasty na tvrdé spájkovanie a umiestnená do laboratórnej testovacej cievky na priložených fotografiách. Zistilo sa, že zliatina preteká 5 - 5.2 sekundy a vytvorí spoj ,

Výsledky / výhody:
- Ako je demonštrované, model DW-UHF indukčný spájkovací systém je schopný ohriať najväčší aj najmenší úsek rúrky na dokončenie spájkovaného spoja. Doby zahrievania pomocou dostupnej testovacej špirály sú v rámci očakávaní doby ohrevu výroby požadovaných spoločnosťou Electrolux.
- Spoločnosť HLQ bude na kontrolu vyžadovať kompletnú montáž, aby mohla byť vyvinutá konečná podoba cievky, ktorá pojme všetkých 12 spojov uvedených na fotografii s rozložením. Je potrebné poznať a vidieť medzery medzi rúrkovými spojmi, ktoré sa majú spájkovať natvrdo, a časťou oceľového kompresora, aby sa zabezpečilo, že oceľové puzdro nebude ovplyvnené výsledným RF poľom vytvoreným na záťažovej cievke. Tento konečný návrh môže vyžadovať pridanie feritových materiálov do cievky, ktoré budú slúžiť na zameranie vysokofrekvenčného poľa na medené vodiče a nie na oceľový kryt.
- Počiatočné testy boli dokončené na DW-UHF-10kW s využitím dostupnej laboratórnej cievky. Výrobná špirála bude umiestnená v nevodivom puzdre, ktoré operátorovi umožní použiť ju na umiestnenie špirály proti medeným vodičom na presné a pozitívne umiestnenie ohrevu pre proces spájkovania. Návrh výrobnej špirály bude obsahovať kratšie vodiče ako skúšobná špirála a bude nakonfigurovaný tak, aby sa zlepšili tepelné cykly (kratšie doby zahrievania).