Indukčná zmršťovacia armatúra s oceľovou rúrkou s vykurovacími jednotkami IGBT
Cieľ Zahriatie oceľovej rúrky na 500 - 1000 XNUMX ° F pre aplikáciu zmršťovaním. Určte expanziu (rast) ID pri rôznych teplotách.
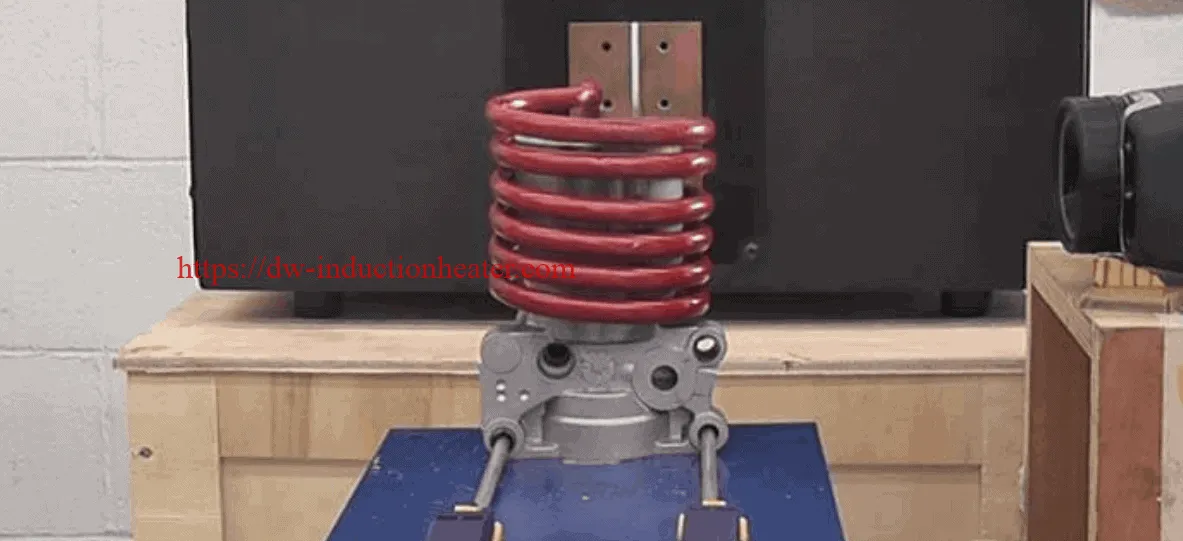
Materiál Oceľové rúrky 7 "OD x 4.75" ID x 5 "tepelná zóna
Napíšte termočlánok "K" na meranie teploty
Tepelná deka
Teplota 500, 800, 1000 ° F (260, 427, 538 ° C)
Frekvencia 66 kHz
Zariadenie indukčného napájacieho zdroja DW-HF-7.5, 7.5 kW, 150 - 400 kHz, vybavené vzdialenou tepelnou stanicou obsahujúcou dva kondenzátory 1.5 μF (spolu 0.75 μF)
Viacotáčková špeciálna sériovo paralelná indukčná vykurovacia špirála navrhnutá a vyvinutá špeciálne pre túto aplikáciu.
Proces Počiatočné testy boli ukončené na vzorke bez tepelnej vrstvy. Na meranie teploty sa medzi medený krúžok a oceľovú rúrku nasunie termočlánok. Časť meraná
4.940 1000 ”(pri izbovej teplote s ID meradlom.) Diel dosiahne asi 538 ° C asi 10 minút.
Nasledujúca tabuľka ukazuje porovnanie medzi teoretickými a experimentálnymi nameranými výsledkami

Výsledky / Výhody Táto časť meria 4.975 1000 palcov pri 0.035 ° F, čo vedie k rozšíreniu o 4.975 palca (4.94 500 mínus 800). Pri 4.950 ° C a 4.964 ° F bol počet expanzií XNUMX XNUMX, respektíve XNUMX XNUMX. Pri použití a
tepelná prikrývka, doba zahrievania sa zníži asi o 90 sekúnd (8.5 minúty oproti 10 minútam).


