Indukčné spájkovanie medených drôtov s vysokofrekvenčnými vykurovacími jednotkami IGBT
Cieľ Spájkovanie dvoch medených drôtov na vopred nainštalované veže na medenej zbernicovej tyči
Materiál Spájkovaná spájkovaná tyč z medi / niklu, 2 pocínované lankové medené drôty, spájkovacia tyčinka
Teplota 446 ºF (230 ºC)
Frekvencia 230 kHz
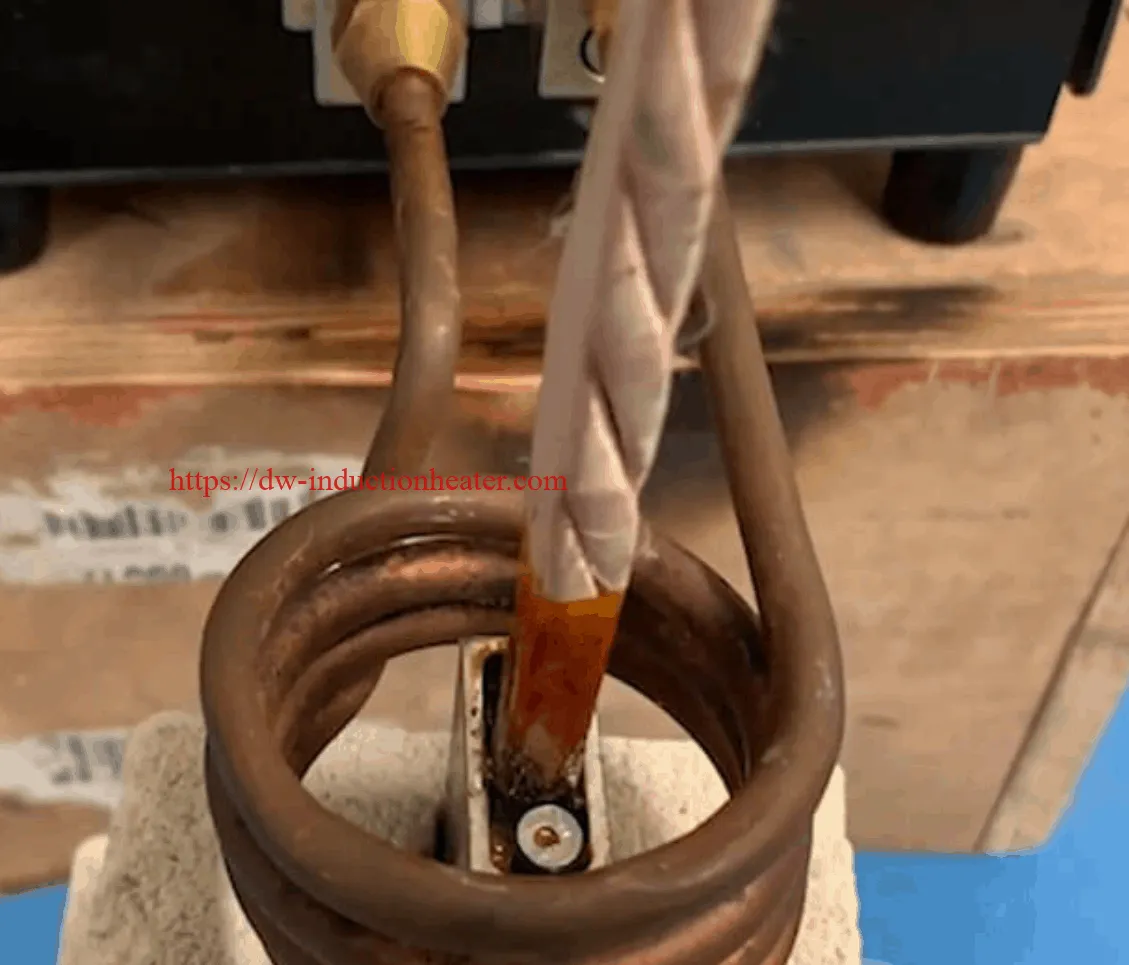
Vybavenie • Indukčný vykurovací systém DW-UHF-6kW, vybavený vzdialenou pracovnou hlavou obsahujúcou jeden kondenzátor 1.2μF.
• Indukčná ohrievacia špirála navrhnutá a vyvinutá špeciálne pre túto aplikáciu.
Postup Na spájkovanie zostavy zbernej tyče sa používa štvorotáčková špirálová špirála. Dva medené drôty sa privedú na veže a napája sa 2 sekúnd. Spájkovacia tyčinka sa podáva ručne do vyhrievaných častí a tvrdá pena prúdi rovnomerne a vytvára spoj.
Výsledky / Výhody Indukčné vykurovanie poskytuje:
• Znížená doba spájkovania
• Rovnomerné rozloženie vykurovania
• Spojenie s jednotnou konzistenciou


