Indukčné vykurovacie hriadele s vysokým frekvenčným vykurovacím telesom IGBT
Cieľ Ohrejte vodou chladený oceľový tŕň na teplotu 700 ° C, aby ste vytvorili vysoko kvalitný teflónový hrot katétra.
Materiál Teflónové katétrové rúrky, súprava tŕňov
Teplota 600-700 ° F (315-371ºC)
Frekvencia 376 kHz
Vybavenie • Indukčný vykurovací systém DW-UHF-6 kW, vybavený vzdialenou pracovnou hlavou obsahujúcou jeden kondenzátor 0.66 μF.
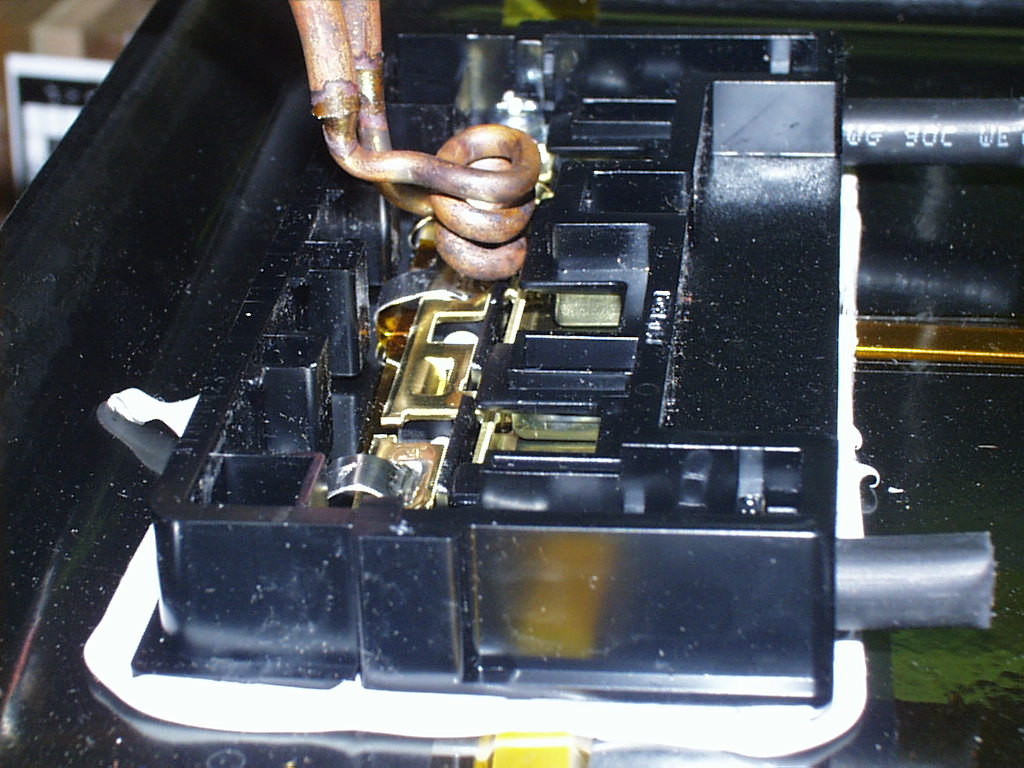
• Indukčná ohrievacia špirála navrhnutá a vyvinutá špeciálne pre túto aplikáciu.
Proces Na ohrev oceľového tŕňa na 660 ° F (371 ° C) za 2.7 sekundy sa používa dvojotáčková cievka. Na vytvorenie špičky katétra sa aplikuje vysokofrekvenčná energia, zatiaľ čo sa katéter drží nad tŕňom. Potom sa hadička nasunie na tŕň a vytvorí konzistentný, rovnomerný hrot.
Výsledky / Výhody Indukčné vykurovanie poskytuje:
• Presné, opakovateľné použitie tepla
• Bezkontaktné vykurovanie
• Rýchlejšie časy cyklu